Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 47
Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 49
Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 47
Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 49
Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 47
Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 49
Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 47
Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 49
Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 47
Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 49
Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 47
Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 49
Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 47
Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 49
Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 47
Warning: preg_replace(): The /e modifier is no longer supported, use preg_replace_callback instead in /var/www/u1725042/data/www/shearwave.ru/wp-content/plugins/latex/latex.php on line 49
Нам очень приятно, что у нашего блога появляются новые авторы. Представляем вашему вниманию статью Александра Александровича Прохоренко, посвященную такому важному вопросу, как фокусировка ультразвуковых дефектоскопов с ФАР
Об авторе
Прохоренко Александр Александрович.
Сотрудник аппарата управления ОАО «Гомельтранснефть Дружба», Беларусь, Инженер отдела эксплуатации, специалист III уровня по ультразвуковому методу контроля. Экзаменатор по ультразвуковому методу контроля в органе по сертификации персонала. (mailbox.aap@Gmail.com)
Определение возможностей дефектоскопов с ФАР по фокусировке ультразвукового пучка.
Сокращенная версия статьи вышла в журнале «В мире НК» № 3(65) - сентябрь 2014
В области ультразвукового неразрушающего контроля, в настоящее время, активно развивается новый класс приборов – дефектоскопы с фазированными антенными решетками (ФАР). Такие дефектоскопы превосходят по уровню технических возможностей «обычные» дефектоскопы. Производители оборудования для НК выпускают разные модели дефектоскопов с ФАР, которые отличаются количеством каналов, полосой рабочих частот, размером и разрешением экрана, внутренней архитектурой электронного блока сервисными функциями и т.д., а также большое количество преобразователей с ФАР к ним. Как следствие различаются и их технические возможности по управлению ультразвуковым пучком. В данной статье рассматривается влияние только технических характеристик ФАР на способность фокусировать ультразвуковой пучок в объекте контроля без учёта возможностей дефектоскопа.
Основным преимуществом применения дефектоскопов с ФАР при проведении работ по технической диагностике объектов повышенной опасности является возможность «качания» ультразвукового пучка в широком диапазоне углов и его фокусировки в объекте контроля. Применяя временной метод контроля, можно по изображению на S-развёртке (рисунок 1), определить высоту дефекта по сигналам дифракции, как разницу в расположении сигналов от низа и верха дефекта [1 – 4].
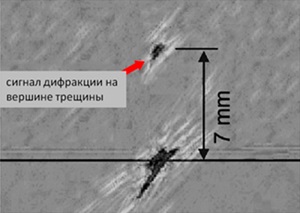
Рисунок 1. Пример образа трещины высотой 7 мм на S-развёртке дефектоскопа с ФАР.
При этом становится возможным определение типа дефекта (непровар, пора, включение и т.д.), его конфигурацию и пространственное положение (кромка, корень, сечение шва) легко идентифицируются ложные сигналы, а в определённых случаях, становится возможным и получение изображений дефектов на S – развёртке, максимально приближённых к их реальным оптическим изображениям (рисунок 2).
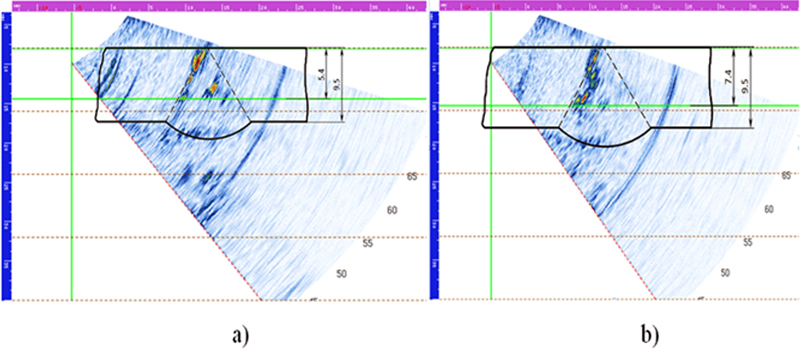
Рисунок 2. Примеры визуализации дефектов сварного шва труб Ду 820мм: a) шлаковое включение + несплавление по кромке шва, высотой 5.4мм; b) несплавление по кромке шва, высотой 7.4мм. ФАР 7.5 МГц, 30 элементов, секторное сканирование 45°-70°, временной метод. Дефекты выявлены однократно отражённым лучом (пучком). Для наглядности на S – скан наложен контур шва.
Однако высокая лучевая и фронтальная разрешающие способности обеспечивается только вблизи точки фокуса, в которую ФАР сфокусирована, а вне этой зоны высокое качество изображения не обеспечивается. Возможность управления фокусным расстоянием и размером фокальной зоны, зависят от конструкции фазированной решётки, её частоты, возможностей дефектоскопа, а также свойств материала контроля. Наиболее часто на практике применяют линейную ФАР. К основным конструктивным элементам линейной ФАР (рисунок 3) относятся:
- W – пассивная апертура;
- А – активная апертура;
- g – расстояние между соседними элементами;
- e – ширина элемента;
- p – шаг элементов;
- n – количество элементов.
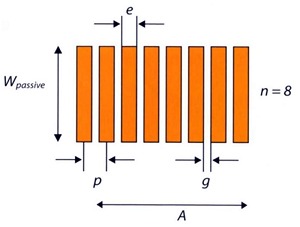
Рисунок 3. Элементы ФАР
Пассивная апертура (W) влияет на протяжённость ближней зоны ФАР (диапазон фокусных расстояний), чувствительность, ширину и форму пучка, что определяет точность определения размеров дефектов. Для линейной решётки максимальная эффективность достигается при W=A. Ширина элемента (e), во избежание образования дополнительных лепестков диаграммы направленности должна быть ˂ λ/2 при шаге (p) ˂ 0,67×λ. (рисунок 4.)
![Рисунок 4. Влияние пассивной апертуры на ширину и форму УЗ пучка: а) характерные размеры УЗ пучка; b) форма УЗ пучка при W=10мм; с) форма УЗ пучка при W=8мм, поперечная волна, 5МГц, p=1мм, n=32, F= 50мм в стали [1].](http://shearwave.ru/wp-content/uploads/2014/10/рисунок4.jpg)
Рисунок 4. Влияние пассивной апертуры на ширину и форму УЗ пучка: а) характерные размеры УЗ пучка; b) форма УЗ пучка при W=10мм; с) форма УЗ пучка при W=8мм, поперечная волна, 5МГц, p=1мм, n=32, F= 50мм в стали [1].
Размеры фокальной зоны (ΔX-6дБ и ΔY-6дБ) – это размеры зоны вокруг точки фокуса, измеренные перпендикулярно акустической оси преобразователя по уровню амплитуды – 6 дБ от максимального значения (в точке фокуса), (рисунок 5). Значения ΔY-6дБ и ΔX-6дБи рассчитываются по формулам 1 и 2 [4].
(4)

(5)
где:
- A активная апертура (мм);
 корректирующий коэффициент; [5]
корректирующий коэффициент; [5]- λ длина волны в объекте контроля (мм);
- W пассивная апертура (мм);
- Z путь по лучу (мм)
Максимальная погрешность расчёта по данным формулам – от 15% до 30%. Значение ΔX-6дБ важно знать при измерении высоты дефектов и при обнаружении дефектов малых размеров. Величина ΔX-6дБ зависит от фокусного расстояния и от угла ввода.
Фокусное расстояние – это расстояние, измеренное вдоль акустической оси ФАР от его поверхности до точки максимальной амплитуды сигнала[1] (рисунок 5). Сфокусированный пучок имеет меньший диаметр, чем естественный фокус преобразователя (на границе ближней зоны). Фокусировка позволяет собрать всю энергию в заданной узкой области. Однако фокусировка ультразвукового пучка для преобразователя с ФАР возможна только в пределах ближней зоны. Поэтому, величина ближней зоны ограничивает максимальную толщину объекта контроля при контроле сфокусированным пучком.
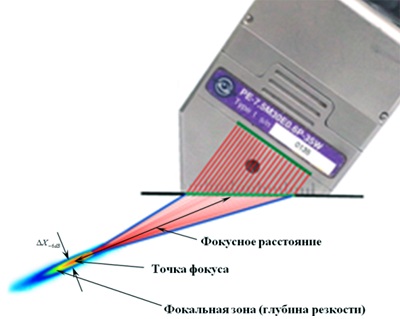
Рисунок 5. Фокусировка ультразвукового пучка.
При использовании преломляющей призмы опорным значением угла является угол, рассчитанный по закону Снеллиуса для конкретного материала призмы и её угла. Сечение УЗ пучка, который при прямом вводе является круглым, при качании УЗ пучка становится эллиптическим. Размеры УЗ пучка, как было сказано выше, определяются его активной и пассивной апертурами.
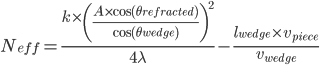
Эффективную протяжённость ближней зоны ( ) для ФАР установленного на призму можно оценить по эмпирической формуле [4]:
) для ФАР установленного на призму можно оценить по эмпирической формуле [4]:
(6)
 путь ультразвука в призме (мм);
путь ультразвука в призме (мм); скорость УЗ в призме (мм/мс);
скорость УЗ в призме (мм/мс); скорость УЗ в объекте контроля (мм/мс);
скорость УЗ в объекте контроля (мм/мс);- k поправочный коэффициент;
k- это безразмерный коэффициент, зависящий от отношения пассивной апертуры решётки к активной (W/A). Значение изменяется от 0,983 (линия) при W = 0 до 1,37 (квадрат) при W = A. Значения коэффициента для разных отношений W/A предоставлено ф. Sonatest для расчета характеристик ФАР собственного производства.
Для серийно выпускаемых ф. Sonatest [6] ФАР с углом наклона призмы в 31° и 35° используя выражения 4 и 5, проведём оценку характеристик ΔY-6дБ и ΔX-6дБ сфокусированного ультразвукового поля (для фокусного расстояния Z=40 мм, и угла ввода 60°), что достаточно для контроля сварного шва толщиной 8 – 15мм. Используя выражение 6, произведём оценку ближней зоны этих преобразователей (таблица 1).
Таблица 1. Результаты расчёта ближней зоны и значений ΔY-6дБ и ΔX-6дБ для преобразователей с ФАР (Z=40 мм, и угол ввода 60°).
Преобразова- тель с ФАР |
F, МГц |
Кол-во элеме- нтов, n |
Актив- ная апертура, А0 |
Пассив- ная апертура, W |
Ближняя зона, мм |
ΔY-6дБ мм |
ΔX-6дБ мм |
X2PE5.0M16E0. 6PIX250-X2-SB56-N45S |
5 | 16 | 9.6 | 10 | 21 | - | - |
X2PE7.5M16E0. 6PIX250-X2-SB56-N45S |
7,5 | 16 | 9.6 | 10 | 38 | 1.5 | 2.7 |
X2PE10M16E0. 6PIX250-X2-SB56-N45S |
10 | 16 | 9.6 | 10 | 56 | 1.1 | 2 |
T1-PE-2.25M14E1. 2P-35W0D |
2.25 | 14 | 16.8 | 12 | 16 | - | - |
T1-PE-7.5M30E0. 6P-35W0D* |
7.5 | 16 | 9.6 | 12 | 41 | 1.3 | 2.6 |
T1-PE-5.0M22E0. 8P-35W0D |
5 | 22 | 17.6 | 12 | 59 | 1.9 | 2 |
T1-PE-7.5M30E0. 6P-35W0D |
7.5 | 30 | 18 | 12 | 100 | 1.3 | 1.4 |
X3PE3.5M64E0. 6PIX250-X3-SB57-N45S |
3,5 | 64 | 38.4 | 8 | 235 | 4 | 1.4 |
X3PE5.0M64E0. 6PIX250-X3-SB57-N45S |
5 | 64 | 38.4 | 8 | 351 | 2.8 | 1 |
X3PE10M64E0. 6PIX250-X3-X3-SB57-N45S |
10 | 64 | 38.4 | 8 | 736 | 1.4 | 0.5 |
*преобразователь включался в режиме с 16 активными элементами.
Из таблицы 1 можно сделать вывод, что ФАР с частотой менее 5 МГц и числом элементов n ˂ 20 не подходят для проведения контроля сфокусированным ультразвуковым пучком, т.к. диапазон фокусных расстояний слишком мал, что ограничивает возможную толщину прозвучивания. Для контроля временным методом с использованием ФАР, в частности методом ААТТ (absolute arrival time technique) [4], объектов из конструкционных низколегированных сталей с низким уровнем затухания толщиной стенки до 20мм, оптимальной будет 16 элементная ФАР на 10 МГц. Для толщины стенки до 50мм – 30 элементная ФАР на 7.5 МГц, для больших толщин – 64 элементная ФАР на 3.5 МГц. Остальные рассмотренные ФАР либо имеют недостаточный диапазон фокусных расстояний, либо высокую частоту, что ограничивает их применение для контроля толстостенных изделий, либо большую протяжённость фокальной зоны, т.к. большая протяжённость фокальной зоны (ΔY-6дБ и ΔX-6дБ) отрицательно сказывается на фронтальной разрешающей способности ФАР.
В качестве примера влияния конструктивных особенностей ФАР на получаемое изображение отражателей на рисунках 6 – 9 изображены S –развёртки полученные с помощью ФАР T1-PE-7.5M30E0.6P-35W0D и дефектоскопа HARFANG X – 32 с активными 30 элементами (рисунки 6,8) и активными 16 элементами (рисунки 7,9). Ультразвуковой пучок фокусировался по вертикали (постоянное смещение). Для наглядности на S – развёртки наложен контур шва.
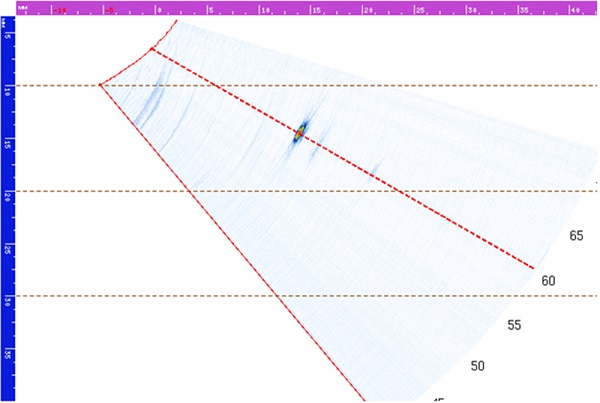
Рисунок 6. S –скан бокового отверстия Ø1.5мм в калибровочном образце V1, активно 30 элементов.
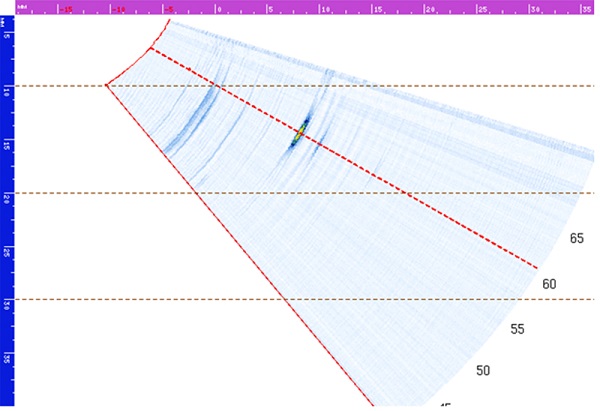
Рисунок 7. S –скан бокового отверстия Ø1.5мм в калибровочном образце V1, активно 16 элементов.
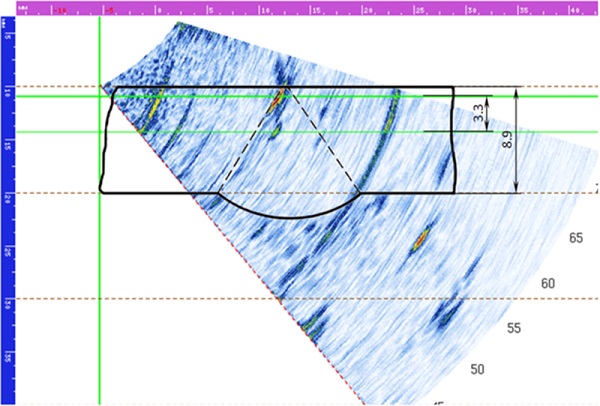
Рисунок 8. Пример визуализации дефектов сварного шва труб Ду 219мм × 9, активно 30 элементов.
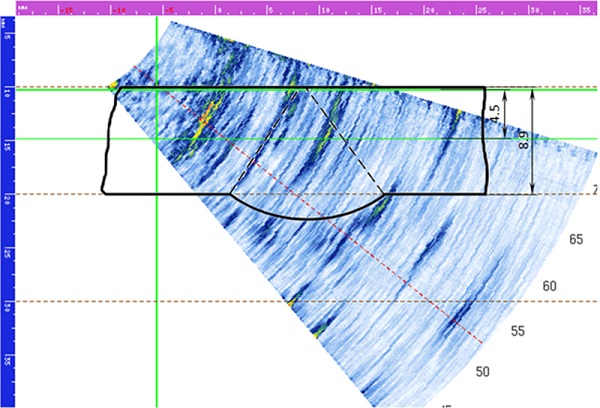
Рисунок 9. Примеры визуализации дефектов сварного шва труб Ду 219мм × 9, активно 16 элементов.
Из приведенных данных, видно, что для того чтобы реализовать при контроле все возможности дефектоскопов с ФАР по определению реальных размеров дефектов, их типа, конфигурации, пространственного положения и т.д. необходимо при разработке методики контроля уделять особое внимание выбору оборудования (дефектоскоп и преобразователь с ФАР).
Выводы
- Реализация временного метода контроля с использованием S – развёртки позволяет получить высокую лучевую и фронтальную разрешающую способности при проведении контроля с помощью ФАР;
- Для получения наилучших результатов при проведении контроля, необходимо применять высокочастотные (от 7.5 МГц) ФАР с числом элементов не менее 16;
- Возможность измерения реальных геометрических размеров несплошностей зависит от толщины и материала объекта контроля, частоты ФАР, демпфирования и количества элементов преобразователя.
Литература
- Jacques F., Moreau F., Ginzel E. Ultrasonic Backscatter Sizing Using Phased Array — Devel-opments in Tip Diffraction Flaw Sizing. — Insight,2003, vol. 45, no. 11, pp. 724–728.
- Ciorau P. A Contribution to Phased Array Ultra-sonic Inspection of Welds. Part 3: Sizing Capabili-ty”, http://www.ndt.net/article/v12n12/ciorau.pdf
- Bredif P., Poidevin C., Dupond O. A Phased Array Technique for Crack Characterization. http://www.ndt.net/article/ecndt2006/doc/Th.1.1.2.pdf
- Introduction to phased array ultrasonic tech-nology applications: R/D Tech Guideline: Que-bec (Canada), R/D Tech Inc., 2004, 348 pp. —www.rd-tech.com
- Krautkramer J., Krautkramer H. Ultrasonic testing of materials. Berlin-Hamburg-New-York, 1977, 667 p.
- Transducer Catalogue. — www.sonatest.com