Коновалов Н.Н., д.т.н.
ОАО «НТЦ «Промышленная безопасность»
Мелешко Н.В.
НУЦ «КАСКАД» МГУПИ
Получены результаты контроля ультразвуковым дефектоскопом с антенной решеткой образцов стыковых сварных соединений с последующим вскрытием. Указаны особенности интерпретации акустических образов сигналов. Рассмотрен способ измерения высоты непроваров в стыковых сварных соединениях по расстоянию между сигналами (амплитудами фокусных пятен).
Ultrasonic testing results of butt welded sample by flaw detection with antenna array are received. Further samples were opened. The features of interpretation of acoustic image signals are specified. The way of measurement of lack of fusion height in butt welded connections on distance between signals (focal spots amplitudes) is considered.
До появления и внедрения в практику ультразвукового контроля (УЗК) дефектоскопов, работающих с антенными решетками (АР), практически единственным параметром эхо-метода, по результатам измерения которого принималось решение о годности изделия, являлась амплитуда эхо-сигнала от несплошности.
Российскими нормативно-техническими документами не регламентируется применение метода абсолютного времени прихода (AATT – Absolute Arrival Time Technique [1]), позволяющего при проведении контроля измерять размеры плоскостных несплошностей (трещин, непроваров, несплавлений). Перемещая пьезоэлектрический преобразователь (ПЭП) по поверхности, последовательно обнаруживаются сигналы от корня и вершины, по информации о времени прихода сигналов определяется высота трещины. Для оптимального определения времени прихода можно использовать преобразователи с разными углами ввода и устанавливать их в разных положениях (рис. 1).
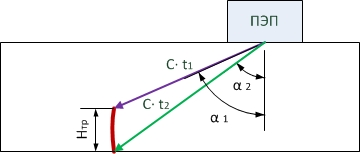
Рис. 1. Схема измерения методом абсолютного времени прихода (AATT)
Высота трещины определяется по формуле:
Hтр =С·t2·cosα2 -С·t1·cosα1
где: Hтр – высота трещины;
C – скорость ультразвуковых волн;
t1 – время, пройденное лучом от точки выхода ПЭП до вершины трещины;
t2 – время, пройденное лучом от точки выхода ПЭП до корня трещины;
α1 – угол ввода, при котором получен сигнал от корня трещины;
α2 – угол ввода, при котором получен сигнал от вершины трещины.
В статье представлены результаты реализации метода ААТТ ультразвуковым дефектоскопом с АР. Измерения высоты непровара осуществлялись по акустическому изображению как разница в координатах расположения сигналов от начала и конца непровара.
Экспериментальные данные получены при использовании ультразвукового дефектоскопа A1550 IntroVisor (ООО «Акустические Контрольные Системы»), реализующем алгоритм фокусируемой синтезируемой апертуры (SAFT – Synthetic Aperture Focusing Technique). В приборе используются данные об амплитуде эхо-сигналов и времени их прихода в каждую точку приемной апертуры решетки. Зондирование выполняется поочередно каждым элементом решетки, прием производится сразу всеми элементами при каждом зондировании. Полный набор принятых сигналов содержит сигналы, полученные при всех возможных сочетаниях излучающего и приемного элементов решетки. Каждый принятый сигнал содержит эхо-сигналы от возможных отражателей и шум от структуры материала и границ объекта контроля (ОК). Суммирование выборок эхо-сигналов определяет яркость или цвет каждой точки изображения. В результате величина сигнала в каждой точке изображения эквивалентна сигналу фокусирующего ультразвукового ПЭП, сфокусированного в соответствующую точку сечения ОК. Подробно этот метод описан в [2, 3, 4].
Для оценки возможностей повышения информативности УЗК сварных соединений небольшой толщины при использовании дефектоскопов, работающих с АР, были выбраны образцы типа C8 (ГОСТ 5760-80, рис. 2), т.к. данное сварное соединение разделяет специфику контроля других типов сварных соединений с разделкой и без разделки кромок (рис. 3).
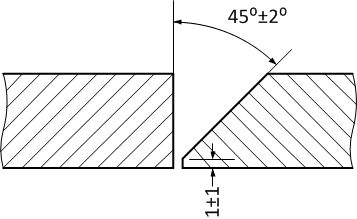
Рис. 2. Сварное соединение типа С8 по ГОСТ 5760-80

Рис. 3. Сварные соединения, разделяющие специфику контроля сварного соединения типа С8 по ГОСТ 5760-80
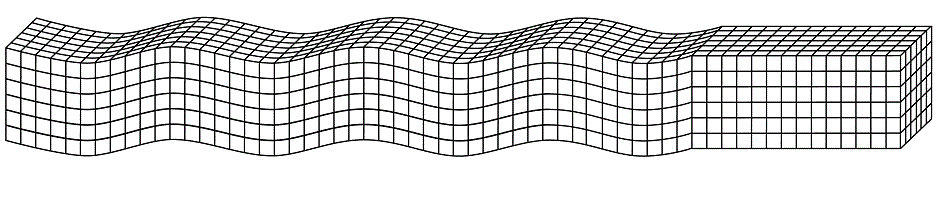
Контролировались образцы (рис. 4) из стали 09Г2С толщиной 10 мм.

Рис. 4. Образцы сварного соединения
Ставились задачи установления информационных признаков для определения характера выявленных дефектов, подготовки «атласа акустических изображений дефектов» и оценки возможности измерения фактической высоты плоскостных дефектов. Вскрытие образцов осуществлялось срезами (рис. 5) и последующими изломами (рис. 6).
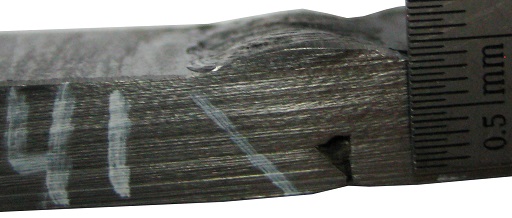
Рис. 5. Срез образца
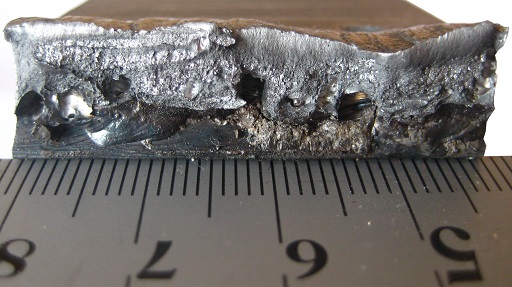
Рис. 6. Излом образца
Во всех зафиксированных при УЗК точках были измерены фактические высоты непроваров. Если высота непровара более 2 мм и менее 5 мм (рис. 5), то типичные акустические изображения, получаемые на экране дефектоскопа, показаны на рис. 6.
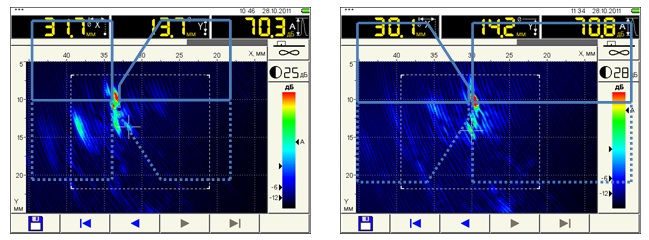
Рис. 6. Изображения непровара при контроле со стороны скоса кромок (слева) и со стороны без скоса (справа)
При контроле со стороны без скоса кромок (рис. 7) при выявлении непровара в корне одностороннего сварного соединения на экране присутствуют фокусные пятна, одно из которых (с большей амплитудой) характеризует эхо-сигналы от углового отражателя, образованного двугранным углом пластины соединения, а наиболее удаленное от пятна с большей амплитудой и расположенное примерно на том же расстоянии от АР по поверхности – сигналы (полученные дифракционным рассеянием) от конца непровара. По расстоянию между фокусными пятнами возможно определить фактическую высоту непровара, а не получаемую при работе с классическими ультразвуковыми дефектоскопами и ПЭП условную высоту дефекта.
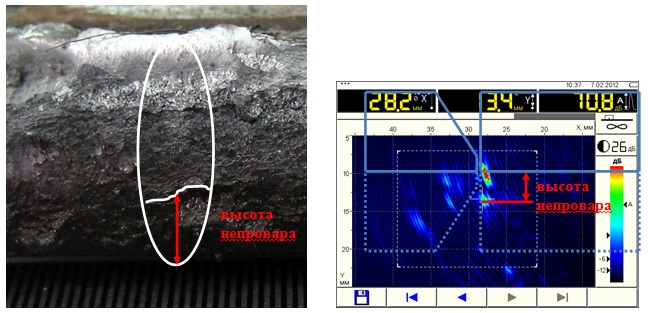
Рис. 7. Вид на часть образца после излома со стороны без скоса кромок (слева) и его акустическое изображение (справа)
УЗК и последующее вскрытие сварных соединений показали, что при контроле со стороны без скоса кромок возможно довольно точное (погрешность менее 25%, коэффициент корреляции 0,91) определение высоты непроваров (рис. 8).
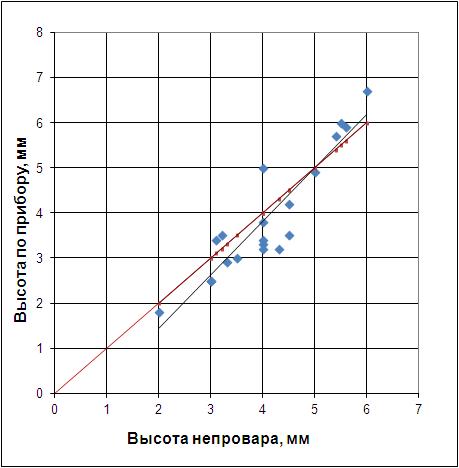
Рис. 8. Фактическая высота непровара и измеренная при контроле со стороны без скоса кромок (синяя линия – аппроксимация полученных данных, красная – прямая y=x)
Дополнительный информационный признак, по которому можно судить об отражателе, это разница амплитуд. Если разница амплитуд фокусных пятен от начала и конца предполагаемого непровара положительная и составляет более 6 дБ, то сигналы, образующие фокусные пятна, получены от границ предполагаемого непровара, что позволяет измерить размер непровара.
При контроле со стороны скоса не всегда удается получить сигнал от конца непровара, т.к. его экранирует довольно большой сигнал, получаемый от скоса кромки (рис. 9).
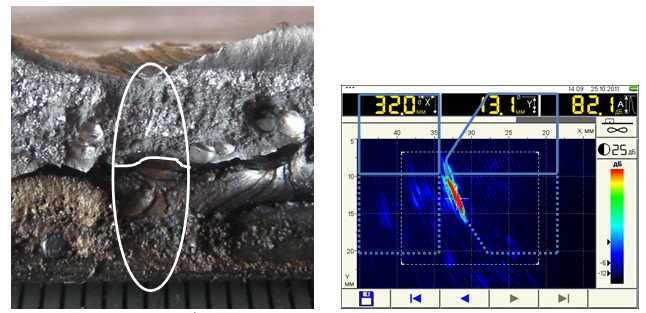
Рис. 9. Вид на часть образца после излома со стороны скоса кромок (слева) и его акустическое изображение (справа)
При наличии других, отличных от непровара, несплошностей, например, пор, акустическое изображение может отличаться от акустического изображения непровара (рис. 10). Как правило, на акустическом изображении амплитуды фокусных пятен от пор диаметром более 2 мм (а именно поры такого размера выявлялись при контроле) были меньше не более чем на 3 дБ амплитуд от угловых сигналов.

Рис. 10. Вид на часть образца с порой после излома со стороны скоса кромок (слева) и его акустическое изображение (справа)
Особенности выявления плоскостных несплошностей предварительно оценивались при выявлении пропилов (рис. 11) высотой 2, 3 и 4 мм, которые хорошо моделируют непровары в корне односторонних сварных соединений.
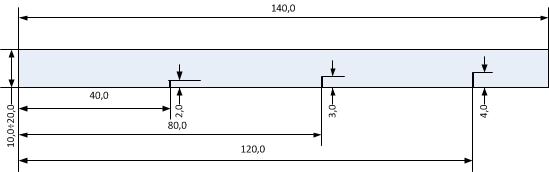
Рис. 11. Образец для проверки и настройки параметров
На акустическом изображении (рис. 12) присутствуют два пятна, полученные эхо-сигналами от начала (образованного двугранным углом) и вершины (образованного дифракционным рассеянием) пропилов.
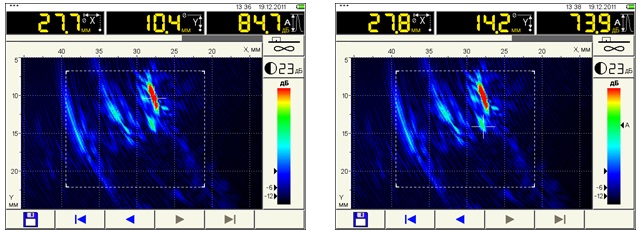
Рис. 12. Изображение пропила высотой 4 мм
Координаты амплитуд фокусных пятен и расстояние между ними измеряются с помощью программного обеспечения прибора.
На рисунке 12 слева дана амплитуда (84,7 дБ) и координаты (глубина 10,4 мм; расстояние от середины АР – 27,7 мм) сигналов от углового отражателя, образованного двугранным углом пластины и плоскостью пропила. На рисунке 12 справа указана амплитуда (73,9 дБ) и координаты (глубина 14,2 мм; расстояние от середины АР – 27,8 мм) сигналов от вершины пропила. Высота пропила определяется разницей координат фокусных пятен сигналов по глубине от начала и вершины пропилов (высота пропила: 14,2-10,4=3,8 мм).
Информационный признак, предложенный выше (разница амплитуд от начала и вершины плоскостной несплошности должна быть > 6 дБ: 84,7-73,9=10,8 дБ), подтвержден.
Следует отметить, что важным преимуществом использования дефектоскопов с АР является повышение информативности эксплуатационного неразрушающего контроля, так как благодаря дополнительным информационным признакам, позволяющим идентифицировать характер выявленных дефектов, расширяются возможности по оценке степени опасности дефектов, возникших в процессе эксплуатации оборудования.
Список литературы
1. Introduction to Phased Array Ultrasonic Technology Applications: R/D Tech Guideline. – Quebec: R/D Tech inc., 2004. - 368 p.
2. Самокрутов А.А., Шевалдыкин В.Г. Сканирование в ультразвуковой томографии. – В мире НК, 2010, №3(49), с.7-10.
3. Воронков В.А., Воронков И.В., Козлов В.Н., Самокрутов А.А., Шевалдыкин В.Г. О применимости технологии антенных решеток в решении задач УЗК опасных производственных объектах. – В мире НК, 2011, №1(51), с.64-70.
4. Бадалян В.Г., Базулин Е.Г., Вопилкин А.Х. и др. Ультразвуковая дефектометрия металлов с применением голографических методов/ под ред. А.Х. Вопилкина. – М.: Машиностроение, 2008.-368 с